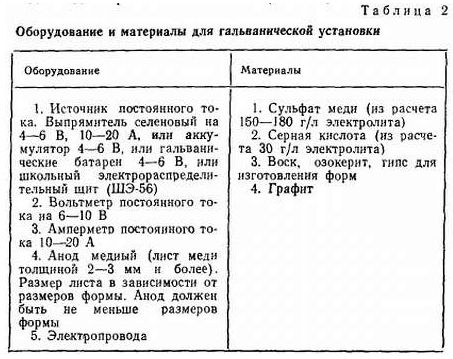
Медный электролит для гальванопластических работ приготовляют на основе кристаллогидрата сульфата меди CuSО4·5H2О с добавкой серной кислоты H2SО4, повышающей электропроводность.
Для приготовления медного электролита отвешивают сульфата меди из расчета на 1 л воды 150–180 г. Растворение сульфата меди лучше всего вести в горячей или теплой воде. После полного охлаждения раствора и доведения его до комнатной температуры электролит фильтруют через ткань и затем в него осторожно вливают серную кислоту. Серную кислоту следует вливать медленно, тонкой струей, во избежание быстрого разогревания электролита и разбрызгивания, что может вызвать тяжелые ожоги.
В медных сульфатных ваннах содержание серной кислоты поддерживают в пределах 30–35 г/л.
Растворимость сульфата меди значительно снижается с увеличением содержания серной кислоты. При наличии повышенного содержания сульфата меди он выкристаллизовывается на стенках ванны и, что хуже, на аноде, затрудняя процесс электролиза.
Избыток серной кислоты в ванне вызывает хрупкие и недоброкачественные отложения меди из-за включения водорода, интенсивно выделяющегося на катоде, особенно при работе с повышенными плотностями тока. При недостаточной концентрации серной кислоты в электролите образуется рыхлый и пористый осадок меди, непригодный для практических целей (табл. 3).
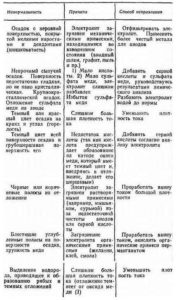
Таблица 3. Отклонения, наблюдаемые при работе медного электролита, и меры их устранения
Кроме сульфата меди и серной кислоты, для повышения качества гальванонластической меди применяют добавки, например спирт в количестве 8—10 г/л. Добавка спирта значительно улучшает качество меди, делая ее мелкокристаллической, более твердой и упругой. Добавку спирта вводят не более нормы, так как большое количество добавки делает медь хрупкой.
Иногда в электролит могут попадать примеси в виде органических веществ, вредно влияющих на работу электролита. К таким веществам относятся клей, некоторые сорта резины и пр. Для устранения органических примесей подогретый электролит окисляют перманганатом калия (2–3 г на 1 л электролита) или удаляют их мелко истолченным активированным углем (2–3 г/л), а затем фильтруют.
В обычных гальванопластических электролитах поддерживают температуру на уровне 18–20 °C. Она может повышаться до 25–28 °C за счет выделения теплоты при прохождении электрического тока через электролит.
Фильтрование электролита должно осуществляться возможно чаще, это дает возможность удалять из ванн осадок — шлам, накапливающийся в виде порошкообразной меди, графита и пыли.
Чем выше плотность тока и чем интенсивнее растворяются аноды, тем больше шлама собирается в ванне, особенно при использовании низкосортной анодной меди. При таких электролитах шлам оседает на дно ванны, но более легкие его частицы, находясь во взвешенном состоянии, благодаря конвекции перемещаются к катоду, что может вызвать засорение гальванопластической меди.
Шлам, соприкасаясь с отлагающейся медью на катоде, включается в металл и вызывает образование шероховатостей и шишек, которые мешают дальнейшему равномерному отложению металла. Кроме того, графит, применяемый как электропроводящий слой для форм, также загрязняет электролит, что вызывает вкрапления графита в металл и способствует получению шероховатостей поверхности. Поэтому фильтрование электролита имеет важное значение для получения доброкачественных отложений меди. Обычно фильтрование производится сифонным переливанием электролита через фильтр из сукна, стеклянного или асбестового волокна.